Rotordynamic Analysis Predicts Performance
To test the solution prior to installation, Bearings Plus and Dow partnered on a lateral rotordynamic analysis. Baseline rotor models without the integral squeeze film damper were created first to confirm the data collected from the models against field vibration data.
The damped eigenvalue map of the first forward and backward rotor modes, the stability analysis, the synchronous response to imbalance, and the dynamic bearing loads on the models all matched field data.
With confidence in the rotordynamic modeling established through the baseline analysis, Bearings Plus modeled the rotor performance with the proposed ISFD technology/Flexure Pivot bearing on the impeller end. A support stiffness of 250,000 lb/in was selected so that the radial deflection at the impeller end bearing (for 2,038 lbs of bearing reaction force) was approximately 8 mil. At this stiffness, the optimum damping value for the first mode was approximately 2,300 lb-s/in, as shown in Figure 2.
Using this combination of stiffness and damping coefficients for the ISFD solution, the damped eigenvalue analysis showed the subsynchronous logarithmic decrement (log dec, or stability margin) for the first forward whirl mode eigenvalue to be more than three times the log dec for the original 5-pad tilt pad bearing configuration. The ISFD solution also created less of a bending mode and more of a rigid body mode, reducing alternating stresses on the shaft.
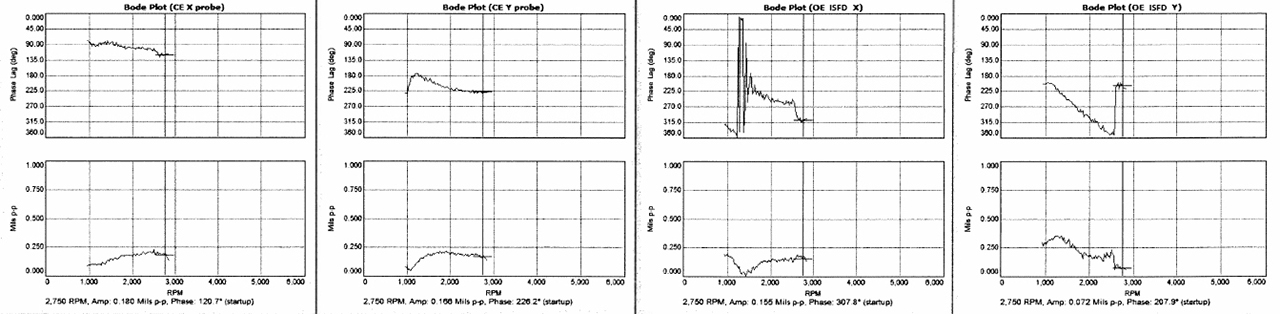
Furthermore, the analysis calculated the rotordynamic response to rotor imbalance. As shown in Figure 3, the ISFD solution eliminated the critical speed peak in the machine’s vibration response at both the impeller and coupling end of the shaft. The reduction in dynamic bearing loads with the ISFD technology is shown in Figure 4.
By all indications, the ISFD technology provided a more robust system that was less sensitive to imbalance loading from product buildup on the impeller, which would increase the mean time between maintenance.